
普热斯勒涂层技术
普热斯勒涂层技术完全自主研发,并具有完全自主知识产权,相关专利号:CN109821951A, CN109136907A, CN109021630A
普热斯勒涂层技术的基在于普热斯勒真空热压成型线,通过真空热压成型线生产的未做表面处理的热压成型产品,匹配普热斯勒涂层技术,如电镀锌处理,可以大幅度提升零件的防腐性能,对于汽车产业底盘等湿区运用具有非常大的应用价值。
热成形产品中可使用涂层有如下分类:
按涂层合金材质分:有铝基涂层,锌基涂层,镍基涂层,铬基涂层,锰基涂层
按施镀方法分:有热镀,水电镀,喷涂
按施镀排程分:有先镀后热成形,有先热成形后镀
按涂层合金熔点温度分:有低熔点合金涂层如铝基,锌基;有高熔点合金涂层,如镍基,铬基,锰基
按涂层合金耐高温氧化分:有耐高温氧化合金涂层如铝基,镍基,铬基;有不耐高温氧化合金涂层如锌基,锰基。
目前热成形行业中常用涂层技术:
|
铝硅涂层 |
|
锌基涂层 |
|
无涂层 |
铝硅涂层特点
• 热压时急速冷却导致涂层中存在大量裂纹,腐蚀性电解质易通过裂纹直达基体。
• 涂层熔点低于奥氏体化温度,加热时涂层熔化会粘炉辊,形成炉辊表面结瘤。
• 涂层钢板奥氏体化加热时需要额外的合金化时间,加热时间长于裸板。
• 涂层中铝与炉内水汽反应生成氢渗入基体导致氢脆,需要炉内气氛干燥,需要较低的露点控制。
• 铝硅涂层热压产品焊接性能低于裸板,需要较大的焊接电流,电极寿命低。
• 涂层中铁铝金属间化合物较脆,热压产品冷弯性能低于裸板。
• 热压后涂层防腐能力低,仅是物理遮盖。对切口和拼焊焊缝处防腐保护能力为零。
锌基涂层特点
|
热镀低熔点合金涂层的缺点:
1.先施镀后拼焊导致涂层对拼焊有障碍
2.先施镀后热压导致涂层在加热时会严重受损
3.铝硅涂层耐腐蚀性差
4.锌基涂层要求成形温度低或间接热成形
|
普热斯勒涂层技术:
|
Pressler锌基涂层 |
|
|
|
Pressler无涂层 |
|
普热斯勒涂层的特点:
1.拼焊后施镀,对拼焊无影响
2.可热压前做冷成形
3.锌基涂层在热压后施镀,涂层完全不受加热影响成形时涂层对基体没有任何不良影响
4.成形时涂层对基体没有任何不良影响
|
 |
|
无涂层裸板产品 • 真空加热 • 没有氧化皮 • 无需抛丸处理 • 没有变形 • 成本最低 |
|
|
|
|

|
|
锌涂层产品 • 热成形后电镀工艺 • 涂层致密完整 • 具有牺牲阳极保护 • 耐腐蚀性能最好 |
|
|
|
|
|
|
|
|
Pressler涂层应用
 |
||
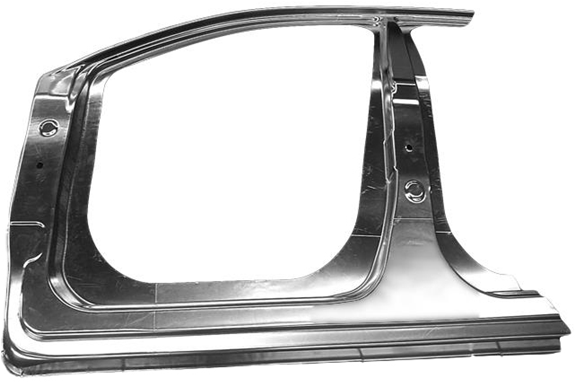 电镀锌拼焊门环 |
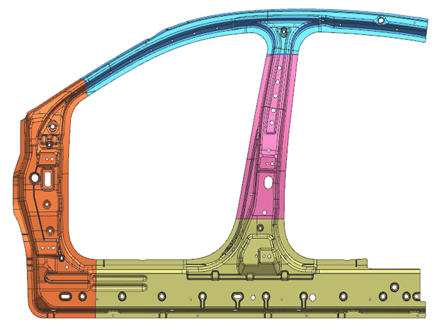
电镀锌拼焊门环
|
 裸板补丁板涂层 |
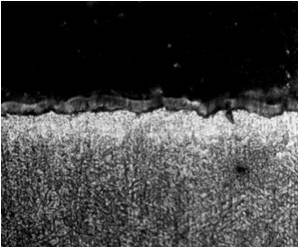
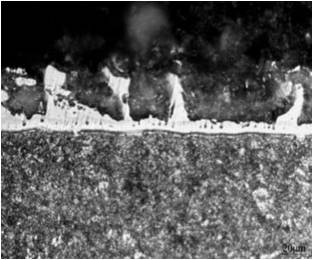
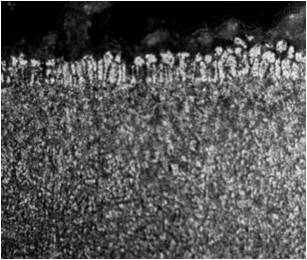
Pressler涂层与热镀AI-Si/Zn涂层金相比较
 |
|
 |
|
|
|
原材 30um
|
|
原材 9um
|
|
|
 |
|
 |
|
|
|
热压后 40um
|
|
热压后 18um
|
|
|
|
热镀铝硅涂层
|
|
热镀锌涂层
|
|
|
Pressler电镀锌涂层案例

电镀锌热成形车身 |
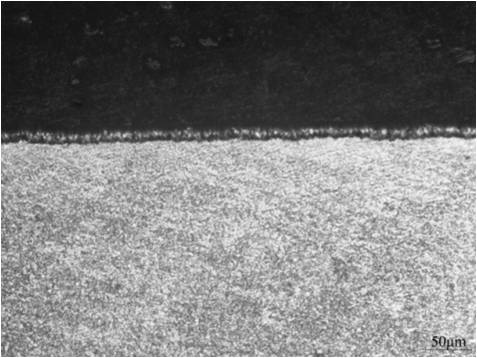
镀锌层 5um |
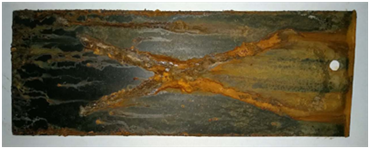
Pressler涂层与AI-Si涂层耐腐蚀性能比较
 |
|
 |
|
|
|
热镀铝硅涂层B柱24H 中性盐雾 |
|
热压后电镀锌B柱72H 中性盐雾 |
|
|
Pressler锰涂层与AI-Si涂层耐腐蚀性能比较
|
|
|
 |
|
|
|
热镀铝硅涂层平板 热压48H 中性盐雾 |
热成形产品耐腐蚀性能比较(720H中性盐雾)

裸板热成形(720h盐雾) |

AlSi板热成形(720h盐雾) |

GA板热成形(720h盐雾) |

裸板热成形后电镀锌(720h盐雾) |
|
板材 |
原材 |
720h腐蚀 |
失重(g) |
质量失重 |
面积 |
面积失重 |
|
裸板 |
185.26 |
147.15 |
36.48 |
19.69% |
19006 |
1.9E-3 |
|
AlSi |
149.69 |
148.78 |
2.54 |
1.69% |
18400 |
1.38E-4 |
|
GA |
241.73 |
237.57 |
4.16 |
1.72% |
10504 |
3.96E-4 |
|
电镀锌 |
235.85 |
235.74 |
0.11 |
0.4% |
19173 |
5.74E-6 |
 裸板热成形 |

AlSi板热成形 |
 GA板热成形 |
 裸板热成形后电镀锌 |
 裸板热成形基材 |
 AlSi板热成形基材 |
 GA板热成形基材 |
 裸板热成形后电镀锌基材 |
|
原材 |
热成型电泳后划痕宽度(mm) |
720h盐雾后涂层腐蚀宽度(mm) |
720h盐雾划痕腐蚀宽度(mm) |
720h盐雾基材腐蚀宽度(mm) |
|
裸板 |
1.20 |
8.51 |
1.54 |
1.54 |
|
AlSi |
1.479 |
9.42 |
3.22 |
3.22 |
|
GA |
0.938 |
6.67 |
9.45 |
0 |
|
电镀锌 |
0.957 |
6.08 |
7.38 |
0 |
几种热成形涂层产品性能比较
涂层
抗拉
(Mpa)
屈服
(Mpa)
延伸率
(%)
氢含量(ppm)
腐蚀速率(g/mm2)
热成形标准
1300-1650
950-1250
≥5.0
---
---
裸板(抛丸)
1472.00
1010.32
6.9
2.01
1.9E-3
Al-SI板
1522.81
1144.49
6.58
3.32
1.38E-4
GA板
---
---
---
3.96E-4
Pressler镀锌件
1462.18
1147.76
6.20
3.51
5.74E-6
普热斯勒热成型工艺路线-无涂层产品
|
裸板落料 |
 |
裸板拼焊 |
|
裸板加热成型 |
|
切割边孔 |
|
涂油 |
 |
|
|
|
|
|
|
|
|
|
激光落料线 |
|
激光拼焊线 |
|
无氧加热成形线 |
|
3D激光切割机 |
|
涂油线 |
普热斯勒热成型工艺路线- 热压后镀锌产品
|
裸板落料 |
|
裸板拼焊 |
|
裸板加热成型 |
|
切割边孔 |
|
镀锌
|
|
|
|
|
|
|
|
|
|
|
| 激光落料线 |
|
激光拼焊线 |
|
无氧加热成形线 |
|
3D激光切割机 |
|
电镀线 |

