
普热斯勒热冲压激光拼焊门环解决方案
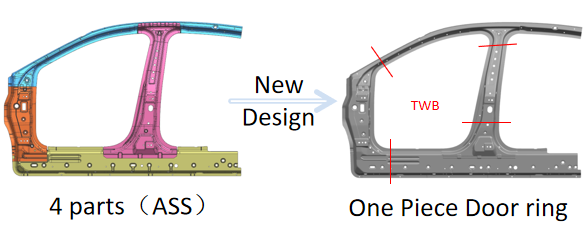
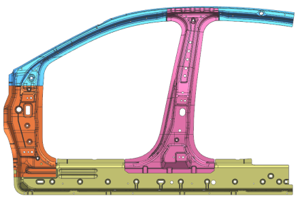
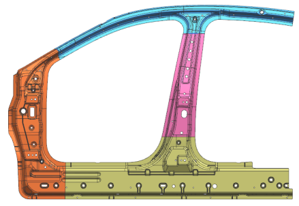
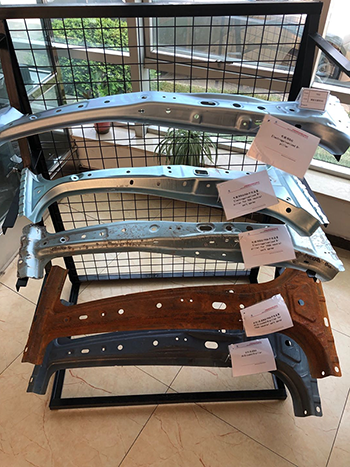
一、整体式门环的介绍及优势
 |
 |
电镀锌整体式热冲压门环优势:
· 1个产品取代4个产品;
· 只需要一套热冲压模,仅有一序冲压;
· 减少4个零件之间的焊接时间、工装、成本等;
· 降低整体零件重量,同时提高碰撞安全性;
· 优化提高材料利用率,降低材料成本;
· 裸板电镀锌替代铝硅涂层板,数十倍提升耐腐蚀能力
可采用的几种整体门环的制造方法:
· 裸板整板下料/补丁;特点:材料利用率低,抛丸变形,无需拼焊,耐腐蚀差,成本较低。
· 涂层板整板下料/补丁;特点:材料利用率低,无抛丸变形,无需拼焊,耐腐蚀一般,成本较高。
· 裸板整板下料/补丁电镀锌;特点:材料利用率低,无抛丸变形,无需拼焊,耐腐蚀优异,成本一般
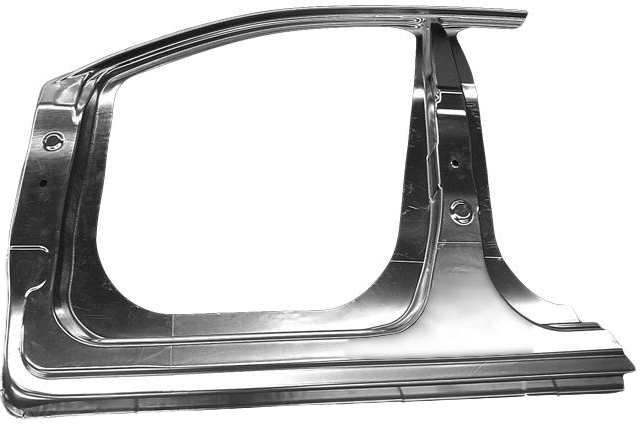
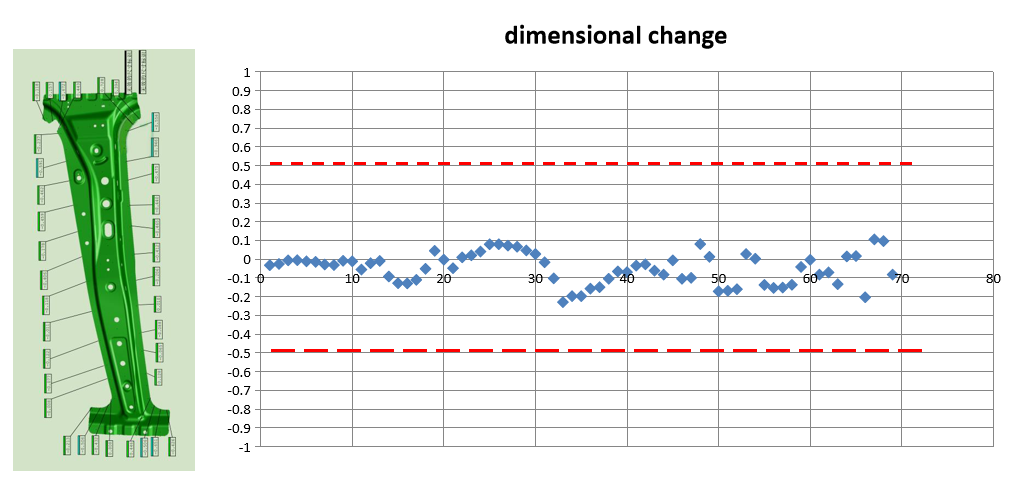
裸板门环产品:尺寸精度差——抛丸导致变形
①原材料成本较高;
②激光拼焊成本较高(涂层需要预先去除——专利限制);
③抗腐蚀性能较差——热成型过程中导致涂层损伤,焊缝位置无任何防腐涂层
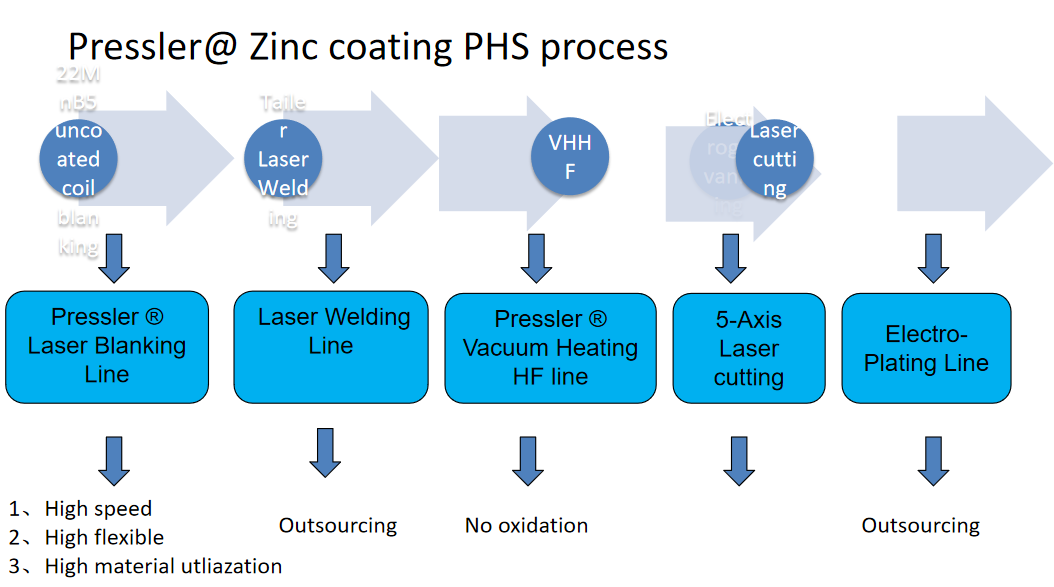
使用普热斯勒门环的好处:
· 低成本--1、裸板原材料成本低;2、裸板拼焊成本低;
· 裸板可打补丁;
· 尺寸精度高—没有抛丸;
· 服役期抗腐蚀性能优异;
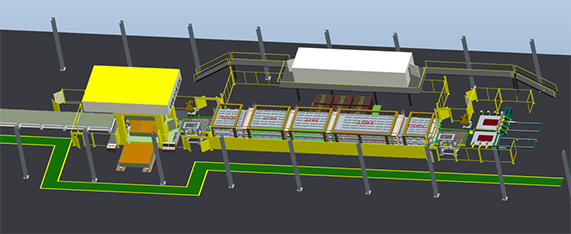
2.1 快速模开发
1、开发周期:

2、调试设备:800T调试压机(含单层调试加热炉)
3、开发成本:60万 RMB/套 模具
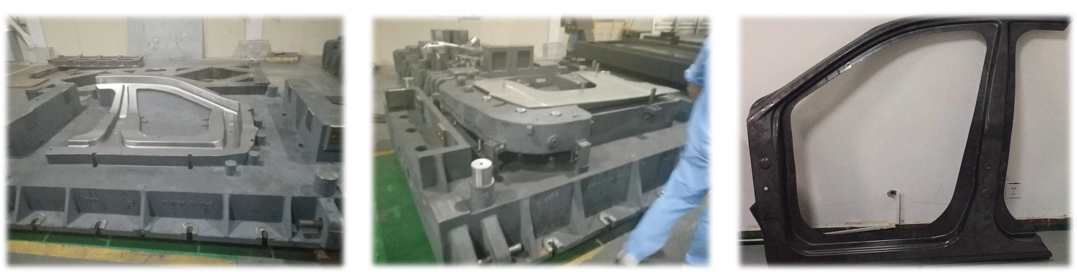
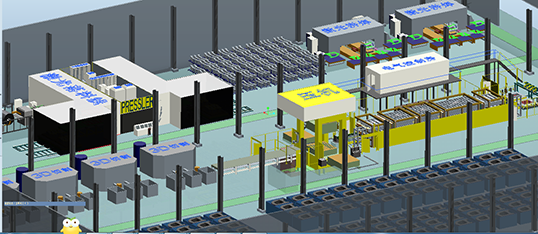
2.2 量产模开发

三、整体式门环成本:工装费用和零件费用
3.1.1热成型模具费用
|
开发成本 |
设计费用 |
材料费用 |
加工费用 |
调试费用 |
管理费用 |
运输费用 |
利润 |
总费用 |
|
15万 |
90万 |
95万 |
60万 |
22万 |
3万 |
15万 |
300万 |
3.1.2其他工装
全序端拾器(上冷/热料、取件)费用:15万 RMB检具费用:25万 RMB
切割夹具:20万 RMB
总工装开发费用=300万+15万+25万+20万=360万RMB(单件)
4.1方案说明
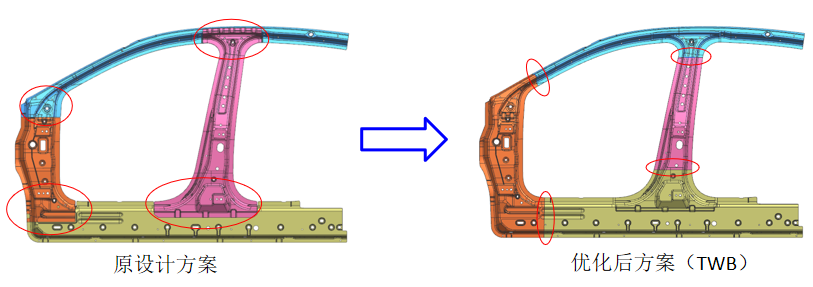
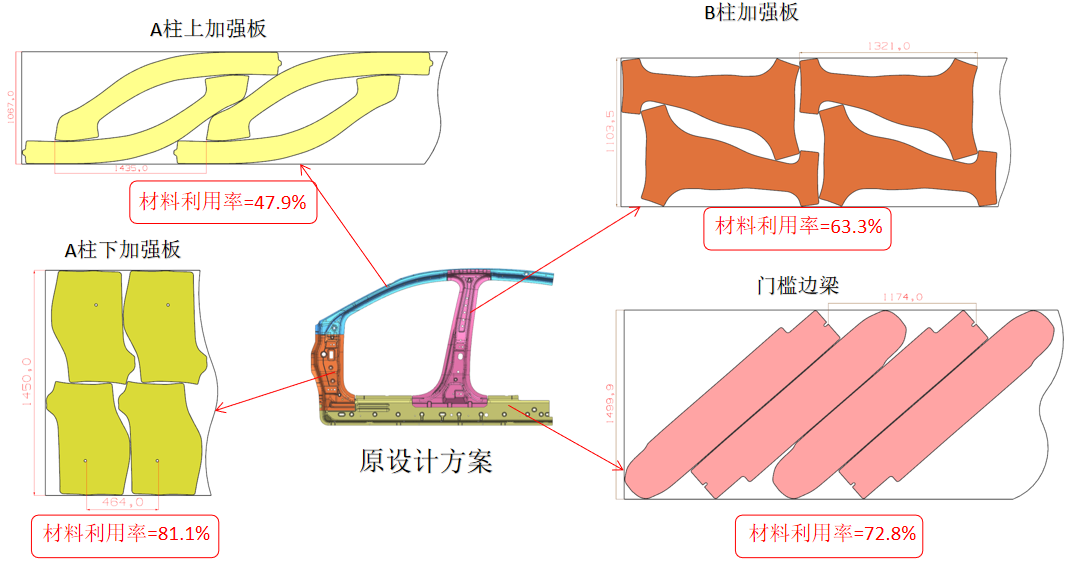
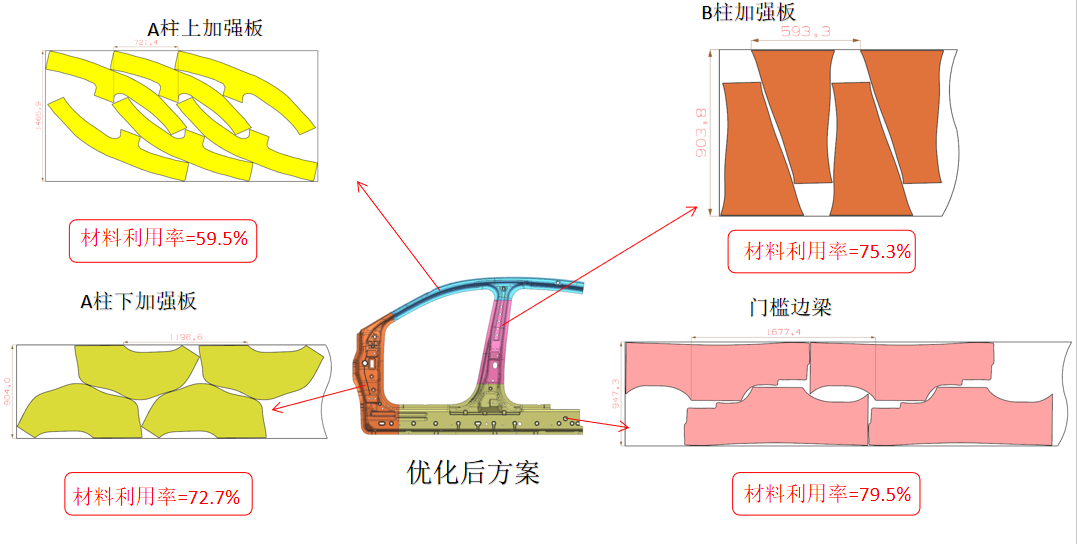
1、原方案:4个零件式单独成型,后续通过点焊装配;优化方案:采用激光拼焊整体成型;
2、料厚保持原设计数据;
3、原方案每个零件的匹配搭接处取消,改成拼焊缝;
4.2减重效果(轻量化)
原设计方案
|
优化后方案(TWB)
|
||||||||||||||||||||||||||||||
|
|

4.3材料利用率优化
 |
 |
 |
 |

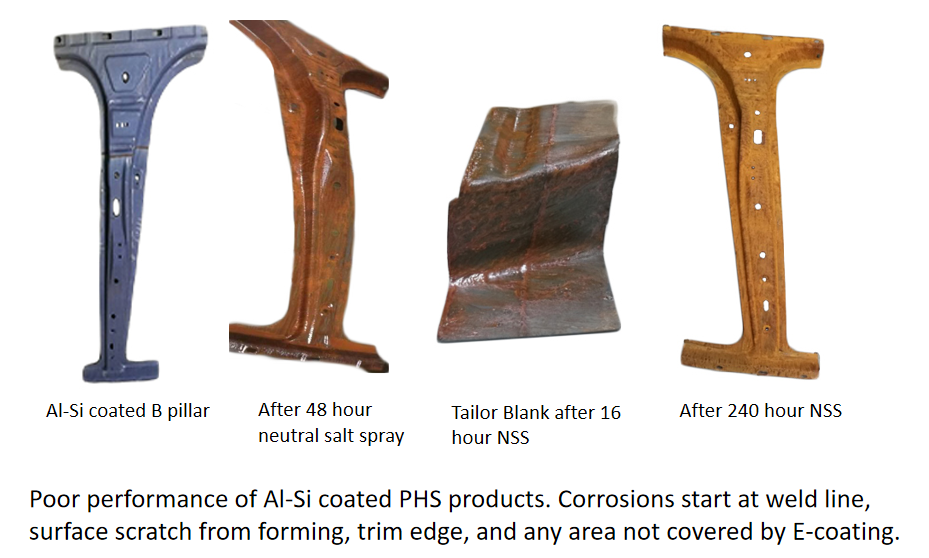
· Poor corrosion resistance capability
· Long dwell time in furnace
· High cost on TWB
· Liquid AS contamination on furnace rollers
Issues in Zinc coating PHS parts
· Crack in coating layer or even in substrate
· Shot blasting needed to remove Zinc Oxide(ZnO)
· High cost on Indirect PHS
· Vapor or liquid Zinc contamination on furnace
· Narrow HF process window
Pressler@ Products
|
|
成本优势 |
抗腐蚀 |
腐蚀速率 |
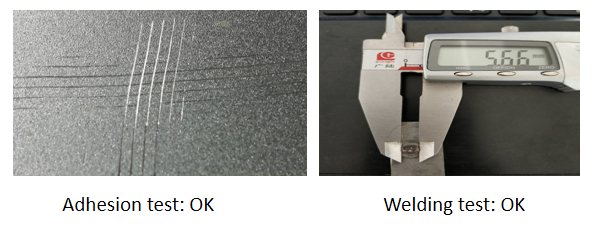
焊接性能 |
弯曲角度 |
抛丸 |
|
热成型件电镀锌 |
★★ |
★★★★★ |
7.97E-09 |
焊接压力:3KN;焊接电流:11KA;焊接时间:200ms;保持时间:500ms;保压压力:3KN; 熔核直径:5-7mm,剪切力18-26KN |
42.89︒ |
无 no |
|
无涂层热成型件 |
★★★★★ |
★ |
2.64E-06 |
焊接压力:1.3KN-3.3KN; 焊接电流:7.2KA-11.6KA。焊接时间:10-30CYC |
46.70︒ |
有 Yes |
|
铝硅涂层热成型件 |
★★ |
★★★ |
1.92E-07 |
焊接压力:3KN; 焊接电流:11A;焊接时间15CYC |
34.97︒ |
无 no |
|
|
初始涂层厚度 |
加热 方式 |
入模温度 |
涂层 成分 |
成品涂层厚度 |
||||
|
温度 |
时间 |
温度 |
时间 |
||||||
|
热成型件电镀锌 |
0 |
真空炉 |
--- |
880-930℃ |
190-200s |
<750 |
纯锌 zinc |
3-7um |
|
|
无涂层热成型件 |
0 |
气氛炉 |
--- |
880-930℃ |
190-200s |
<750 |
N |
0 |
|
|
铝硅涂层热成型件 |
20-33um |
气氛炉 |
500-700℃ |
<5℃/s |
880-930℃ |
220-250s |
<750 |
AlSi AlFeSi |
35-40um |
|
|
长度 |
空载能耗 |
产能 |
板材镀层 |
节拍 |
温度区间 |
氧含量 |
|
连续多层真空加热炉 |
20m |
~100kwh/h |
2400kg/h |
非镀层
|
3/min |
多区:温度不同 |
<10Pa (0.002%) |
|
保护气氛加热炉 |
10m |
~100kwh/h |
2400kg/h |
镀层和非镀层
|
3/min |
双区:双热区 |
<2% |
|
Aspects |
VHF uncoated |
HF uncoated |
Al-Si coated |
|
Heating speed |
unlimited |
unlimited |
limited |
|
Damage of ceramic roller |
N |
N |
Y |
|
Tool Life |
long |
short |
short |
|
Surface quality of product |
better |
poor |
poor |
|
Oxidation and Shot blasting |
N |
Y |
N |
|
|
Adhesion of Coating |
Total H2(ppm) |
Diffusible H2(ppm) |
Corrosion speed(g/mm2) |
|
Standards |
GB9286-98 百格测试标准 |
GB/T 223.82-2007 惰气脉冲热导法 |
ISO9227-1990 人造气氛腐蚀试验 盐雾试验 |
|
|
热成形标准 |
0 |
--- |
|
--- |
|
uncoated |
--- |
2.01 |
|
1.9E-3 |
|
Al-SI Coated |
0 |
3.32 |
|
1.38E-4 |
|
VHFE |
0 |
2.55 |
0.22 |
5.74E-6 |

|
blank |
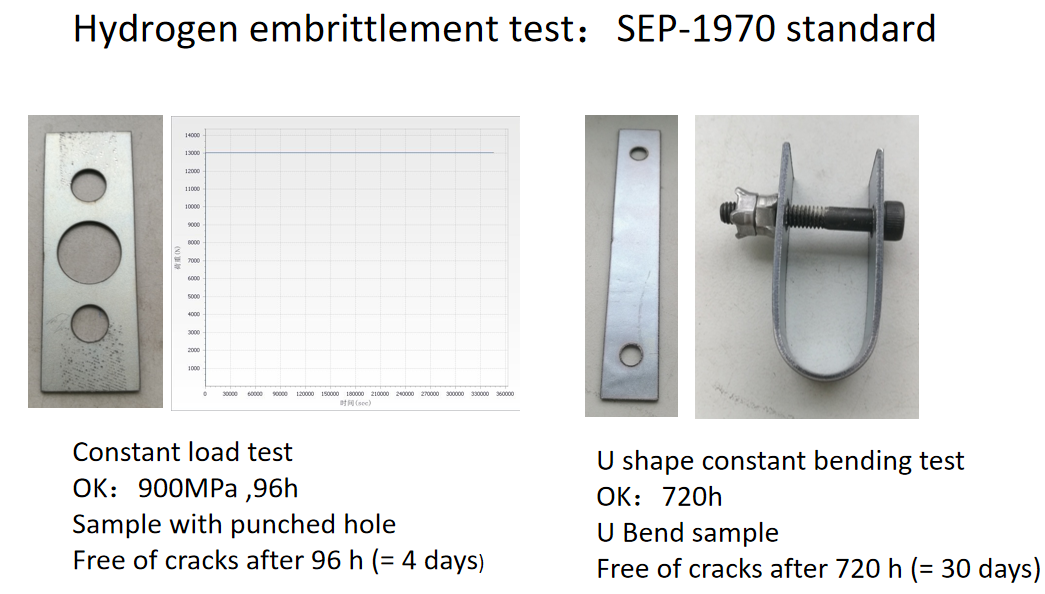
Width of groove after E-coat (mm) |
Width of groove after 720 hours (mm) |
Width of groove on base after 720 hours (mm) |
|
uncoated |
1.20 |
8.51 |
1.54 |
|
AlSi |
1.479 |
9.42 |
3.22 |
|
VHFE |
0.957 |
6.08 |
0.957 |

|
blank |
Original weight(g) |
weight after 720h(g) |
Weight loss(g) |
Weight loss percentage |
area mm2 |
Unit area weight loss (g/mm2) |
|
uncoated |
185.26 |
147.15 |
36.48 |
19.69% |
19006 |
1.9E-3 |
|
Al-Si |
149.69 |
148.78 |
2.54 |
1.69% |
18400 |
1.38E-4 |
|
VHFE |
235.85 |
235.74 |
0.11 |
0.4% |
19173 |
5.74E-6 |
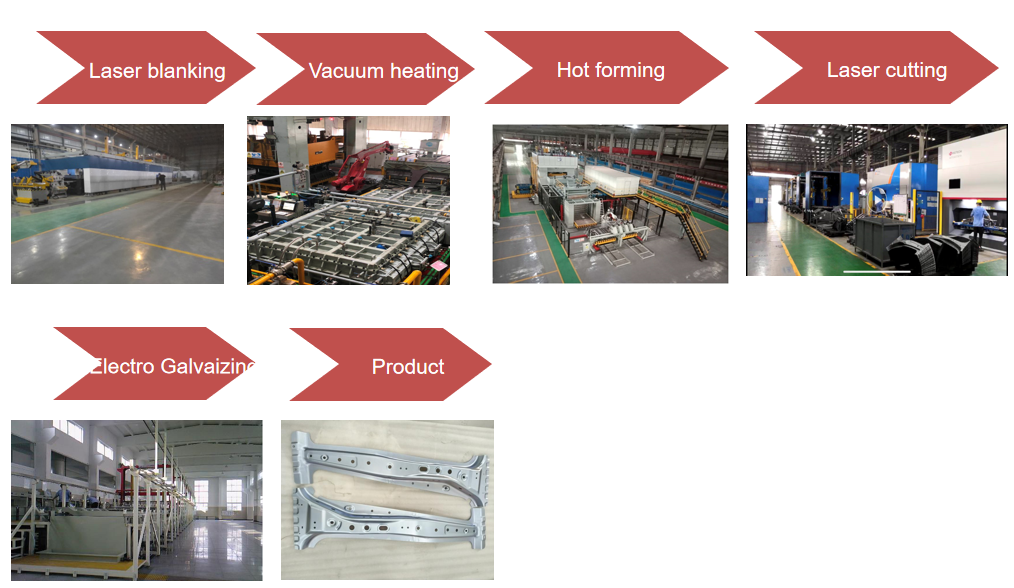
Pressler@ Zinc coating PHS products
 |
 |
Conclusion

